ARTIGO
ORIGINAL
Boas
práticas ergonômicas em uma fábrica de bijuterias
Good ergonomic practices in a jewelry factory
Raquel Cymrot, M.Sc.*, Simoni Bittar**, Edgar Costa Nogueira***, Helen
Nazare Campos de Oliveira***, Túllio de Vasconcelos Casimiro***
*Docente
da Escola de Engenharia da Universidade Presbiteriana Mackenzie, São Paulo/SP,
**Serviço de Fisioterapia da ISCMSP, São Paulo/SP, ***Engenharia de Produção
pela Escola de Engenharia da Universidade Presbiteriana Mackenzie, São Paulo/SP
Recebido em 2 de abril de 2015; aceito em 25 de maio de 2016.
Endereço
para correspondência:
Raquel Cymrot, Rua Martinico Prado, 242/63, 01224-010 São Paulo SP, E-mail:
rcymrot@gmail.com, Simoni Bittar: simonibittar@hotmail.com, Edgar Costa
Nogueira: edgar_cn10@hotmail.com, Helen Nazare Campos de Oliveira:
helen_nazare@hotmail.com, Túllio de Vasconcelos Casimiro: tulliocasimiro@gmail.com
Resumo
Introdução: Em empresas
brasileiras de médio porte, ocorre, muitas vezes, pouca ou nenhuma atenção
sobre a abordagem ergonômica do posto e situação do trabalho, o que pode
impactar negativamente na rotina dos funcionários quanto à presença de dor e na
produtividade da empresa. Objetivos:
Este trabalho visou identificar os fatores de riscos, propor e aplicar
melhorias, do ponto de vista da transformação no processo produtivo de um
fabricante de correntes para bijuterias, a fim de proporcionar a otimização da tarefa, atenuar repercussões
musculoesqueléticas e aumentar a satisfação dos colaboradores. Métodos: Para avaliar a atividade que
envolve a medição das correntes ao longo da jornada de trabalho foram
realizadas visitas ao local com observação do ambiente de trabalho, computados
os números de medições realizadas por dia e aplicado um questionário. Como
proposta de estudo piloto, optou-se por mudanças no mobiliário e no layout,
sendo também elaborada uma ferramenta/dispositivo, com o intuito de amenizar os
impactos pertinentes à função, em termos dos movimentos realizados. O trabalho
teve duração de três meses. Resultados:
Com base nos dados coletados de tempo de medição das tarefas, observou-se que
houve redução no tempo de metragem das correntes. Conclusão: Os ajustes ergonômicos geraram melhorias para a empresa
e colaboradora, uma vez que houve redução de 24%, em média, no tempo de
medição, sendo esta realizada com maior conforto e movimentos adequados.
Palavras-chave: ergonomia, saúde do
trabalhador, eficiência.
Abstract
Introduction: In midsize Brazilian companies, there is often little or no attention
at all paid to the approach of the ergonomics at workstations and work
situations, which can negatively impact the routine of the employees due to the
pain felt and the productivity of the company. Objectives: This study aimed to identify factors of risk, propose
and implement improvements from the point of view of the transformation in the
production process of a manufacturer of chains for jewelry in order to provide
the optimization of tasks, alleviate musculoskeletal effects and increase the
satisfaction of the employees. Methods:
To evaluate the activity that involves the measurement of chains along the
workday, visits to the site were made, with observations of the work
environment, considering the numbers of measurements performed by day and a
questionnaire was applied. As a pilot study proposal, it was decided to change
the furniture and layout, and also, a tool/device was developed, in order to
mitigate the relevant impacts to the function in terms of movements performed.
The work lasted three months. Results:
Based on the data collected by measuring the time of the tasks, we observed a
time reduction in the chains footage. Conclusion:
The ergonomic adjustments generated improvements for the company and the
employees, since there was an average reduction of 24% in the measurement time,
which was performed with greater comfort and proper movements.
Key-words: ergonomics, worker's health, efficiency.
Introdução
O progresso
técnico-científico ocorrido durante a Revolução Industrial, tendo como destaque
o surgimento da máquina a vapor, alterou o paradigma de método e organização do
trabalho, bem como das relações entre patrões e empregados. Extensas jornadas
de trabalho em condições inapropriadas, em ambientes insalubres e desprovidos
de condições básicas de higiene levaram o Estado a instituir leis para a
proteção do trabalhador [1].
Denomina-se Ergonomia
a disciplina que estuda as interações entre os seres humanos, o ambiente e seus
diversos elementos com o objetivo de melhorar esta relação e proporcionar
melhor desempenho do sistema de modo a adaptá-los às habilidades e limitações
dos seres humanos [2].
A ergonomia procura a
satisfação e bem-estar do trabalhador com o seu ambiente de trabalho, o que
costuma impactar em uma melhoria na produtividade, diminuição de afastamentos
devido a lesões e doenças ocupacionais e em aumento da qualidade na linha de
produção. Desta forma há benefícios tanto para os trabalhadores, que ficam mais
satisfeitos com o ambiente de trabalho, quanto para os empresários, que ganham
maior produtividade [3]. No Brasil, coube ao Ministério do Trabalho e Emprego
regulamentar as condições ergonômicas no meio laboral, por meio da Norma
Regulamentadora NR17- Ergonomia.
Tal norma tem por
objetivo estabelecer parâmetros de modo que haja a adaptação das condições de
trabalho à natureza dos trabalhadores, maximizando seu conforto, segurança e
desempenho eficiente. É ressaltado que o trabalhador não deve carregar peso que
comprometa a sua saúde. Também são especificadas as propriedades necessárias
das cadeiras utilizadas pelos trabalhadores em sua função. Essas devem ter
ajustes de altura e encosto para a região lombar, pouca ou nenhuma conformação
no assento, base frontal arredondada, encosto com forma levemente adaptada para
proteger a parte lombar do trabalhador e assento ajustável à estatura do
trabalhador e ao tipo de tarefa a ser realizada [4].
Ao adquirir o
mobiliário para os postos de trabalho, as empresas priorizam o custo em
detrimento de sua adequação, qualidade e especificação técnica. Levando-se em
conta que o sistema produtivo deve estar em sintonia com os objetivos da
ergonomia, tal realidade cria oportunidades de melhorias, tanto na qualidade do
espaço como na qualidade de vida do trabalhador, gerando desta forma melhoria
na produtividade [5,6].
Com o aumento da
busca pela produtividade, as indústrias estão segmentando sua cadeia produtiva,
fazendo com que as tarefas tenham cada vez menores tempos de ciclo e maior
repetitividade. Os fatores biomecânicos como excesso de trabalho repetitivo nas
linhas de produção, esforço excessivo do trabalhador e posturas extremas a que
este é submetido estão cada vez mais relacionados às doenças ocupacionais:
Lesão por Esforços Repetitivos (LER) e Distúrbios Osteomoleculares Relacionados
ao Trabalho (DORT)[7,8].
Dos fatores
principais para o aparecimento de lesões, pode-se se destacar o uso de força,
postura incorreta, repetitividade de movimentos e vibrações mecânicas. A
postura causa problemas ao pescoço, coluna, ombros e punhos e a combinação de
força, repetitividade e postura incorreta podem causar sérios danos aos
cotovelos, punhos e mãos. A pessoa com DORT percebe que não consegue executar
as tarefas de sua rotina como antes e ainda sente dores ao fazê-las, criando um
sentimento de inutilidade e frustração. Em função disto, todos os setores da
sua vida são afetados, ocasionando a oscilação de humor, transtornos
psicológicos, baixa autoestima, depressão, ansiedade, desvalorização
profissional entre outras consequências [9,10].
Os trabalhadores da
área de produção estão sujeitos a manifestações desses distúrbios, pois possuem
uma rotina de altas horas de trabalho muitas vezes repetitivo ou com esforços
excessivos. Essas doenças afetam principalmente membros superiores, ombros,
pescoço e são causados normalmente pela sobrecarga de atividades que utilizam
os grupos musculares destas regiões [11].
Neste contexto, um
grande elenco de estudos vem sendo desenvolvido em empresas de diversos ramos
com vistas à aplicação de ergonomia em postos de trabalho [12-16].
Um dos propósitos da
análise ergonômica nos postos de trabalho está relacionado a vícios antigos, de
forma a incentivar o trabalhador à aquisição de novos hábitos e posturas
apropriadas. Os trabalhadores cuja atividade é sedentária, ao longo do tempo,
muitas vezes optam por uma posição incorreta como a mais agradável para se
trabalhar, gerando dores e algumas complicações de saúde. Uma opção seria então
a aplicação da ginástica laboral, que pode ser definida como um conjunto de
exercício de relaxamento, alongamento e fortalecimento muscular, aplicados nos
setores das empresas que possuem atividade que podem causar LER/DORT [17].
Visto em literatura
que os aspectos físicos mais acometidos estão relacionados à dor no ombro, a
posição em que as tarefas são realizadas também é importante; variação na
altura juntamente com o peso afetam movimentos dos membros superiores durante
seu manuseio [18].
Os esforços devem ser
direcionados para a montagem do trabalho ao homem por meio da eliminação de
incompatibilidade entre o homem e a máquina e pelo redesenho do ambiente de
trabalho para os níveis de conforto ideais dos trabalhadores [19].
Os estudos baseados
na antropometria são importantes na concepção de ambientes ou produtos nos
quais o empregado tenha que alcançar um objeto ou realizar um movimento para
efetuar determinada tarefa. Estes dados são obtidos por meio de medidas tomadas
enquanto o corpo realiza tal ação. Define-se como zona de alcance conveniente a
área na qual o objeto possa ser alcançado sem esforço excessivo. Ela é descrita
pelo raio de ação dos membros superiores e inferiores e gera uma forma
semiesférica [20].
No local da pesquisa,
há postos de trabalho em que a maioria das atividades é realizada de forma
sentada. A postura sentada não é a melhor posição de ajuste do corpo senão
estiver em equilíbrio, uma vez que a força do peso é transferida para
tuberosidade isquiática e tecidos moles [21,22]. Os suportes lombares, apoios
de braços, inclinação do assento e do encosto, as cadeiras com regulagem de
altura e o assento curvado têm sido apontados como componentes ergonômicos
redutores da sobrecarga no sistema musculoesquelético na posição sentada
[23,24].
Dores na cervical,
lombar, joelhos e doenças musculoesqueléticas estão presentes em indivíduos que
mantêm a postura sentada por longo tempo. No entanto, apenas a adoção de uma
boa postura e a utilização de mobiliário ideal não são medidas suficientes. Um
programa de atividade física é necessário para prover estabilidade à coluna e
evitar sobrecarga osteomioarticulares [25].
O objetivo do
presente trabalho é avaliar os efeitos das boas práticas ergonômicas
realizadas, o nível de dor após as mudanças e o grau de produtividade no posto
de trabalho em uma fábrica de bijuterias.
Material
e métodos
A presente pesquisa-ação
foi operacionalizada por meio de visitas a uma fábrica de artigos para
bijuterias e seguiu um delineamento participativo, ou seja, há interação do
pesquisador no ambiente de trabalho e consequentemente, documentação e análise
dessa interação para que, posteriormente, possam ser propostas, avaliadas,
implementadas e testadas as melhorias [26].
A pesquisa só teve
início após a submissão e aprovação desta pela Comissão de Ética em Pesquisa da
Escola de Engenharia da Universidade Presbiteriana Mackenzie, segundo aceite
com protocolo CEP/EE 201/04/14, sendo cumpridos todos os requisitos éticos
recomendados.
A empresa em estudo
tem mais de três décadas de funcionamento, cerca de sessenta funcionários e
fabrica, entre outros, peças e componentes para bijuterias. O presente trabalho
focou a fabricação de correntes.
Na etapa de produção
as máquinas vão produzindo correntes e as depositam automaticamente em baldes,
que são colocados por funcionários em um espaço para estoque intermediário. O
transporte das correntes deste local para a próxima etapa não é padronizado e é
realizado por um ajudante geral, quando ele está ocioso ou quando solicitado
pelas operadoras da próxima etapa ao terminarem o serviço anterior.
A etapa seguinte da
cadeia produtiva das correntes é a etapa de metragem. Nesta etapa as operadoras
pegam as correntes dos baldes posicionados ao lado delas e, utilizando uma
régua de medida de 1 metro posicionada em suas mesas, vão medindo as correntes
e enganchando em um arame de um em um metro, para que estas correntes formem
“cachos” de dez ou vinte e cinco metros cada (dependendo do modelo da
corrente), conforme ilustrado na Fotografia 1.
Fotografia
1 – Posto de trabalho da etapa de metragem.

Fonte: Acervo próprio
(2013)
Ao terminar a
medição, as operadoras jogam o cacho em cima da mesa, formando um estoque
intermediário. Posteriormente tais cachos são levados para outro estoque
intermediário que será então conduzido para a próxima etapa do processo. Com o
mesmo critério de transporte da etapa anterior: o ajudante geral carrega estas
correntes em cachos para o local de expedição para banho, que é a próxima etapa
da cadeia produtiva.
Este processo é
realizado para todas as correntes da fábrica. Para tipos especiais de
correntes, como a diamantada e lixada, adiciona-se uma etapa de lapidação de
correntes, na qual, a partir de uma máquina específica, uma corrente é
processada com o objetivo de lixar sua superfície.
O posto de medição das
correntes foi o escolhido para a análise, uma vez que o trabalho realizado é
caracterizado pela repetição de movimentos, sendo também, de índices altos de
afastamento médico e reclamações das funcionárias.
Ao todo há cinco
funcionárias que trabalham no posto de metragem, porém durante a pesquisa uma
delas estava afastada em licença maternidade.
O critério para
estabelecer que tipo de corrente é metrada por cada
funcionária é sua experiência em metrar tais correntes. De acordo com a
produção usual três medem correntes de diâmetro fino e médio, medindo 0,5 mm a
2,5 mm de diâmetro e duas de diâmetros maiores, de 2,5 mm até 6,00 mm.
Dependendo do material das correntes, que pode ser ferro, alumínio ou latão, as
correntes têm peso maior ou menor, sendo ferro o material mais pesado e
alumínio o mais leve.
A cadeira na qual as
operadoras trabalham não possui altura regulável, possuindo altura fixa de 45
cm e, apesar da diferença de altura das operadoras, é utilizada a mesma cadeira
para todas elas. A mesa na qual elas trabalham também é igual para todas as
funcionárias e não é regulável, com altura fixa de aproximadamente 75 cm.
As funcionárias da
medição estavam distribuídas em seis mesas, cinco delas paralelas, uma atrás da
outra, em um corredor, havendo uma mesa separada das demais. Tal distribuição
forçava as funcionárias a colocarem seus cachos de correntes em cima das mesas,
fazendo um movimento muito forte com o ombro para cima, com o intuito de
empilhar as correntes sem deixá-las embaraçadas antes de levarem para a próxima
etapa do processo. Tal movimento era constante durante o dia, com pesos que
podiam chegar até 6,5 kg. Após juntarem um número considerável de cachos de
corrente em cima da mesa, as operárias transportavam manualmente todo o
material até um estoque intermediário que ficava no chão, à frente da primeira
mesa, para que então outro funcionário passasse recolhendo as correntes
esporadicamente em um carrinho, tendo este que se abaixar até o chão para
pegá-las.
As funcionárias
precisavam jogar as correntes medidas em cima da mesa, e, à operação que o
fazem, formam-se pilhas de correntes cada vez mais altas. Todo o peso das
correntes fica sobre seus ombros no momento que vão colocá-las em cima da pilha
de correntes na mesa, o que não é recomendado pelas práticas da ergonomia, pois
precisam levantar o peso acima da linha dos ombros, gerando um sobrepeso nesta
articulação.
Na primeira parte do
estudo, verificou-se que todas as quatro funcionárias da seção obedeciam ao
critério de inclusão que foi trabalhar na empresa há pelo menos seis meses,
desenvolvendo a mesma função. As quatro colaboradoras foram então convidadas a
participar da pesquisa. Foram levantadas as quantidades e tipos de correntes
metradas diariamente por funcionária, durante vinte e sete dias úteis.
Para a comparação das
metragens das correntes feitas pelas quatro colaboradoras foi realizada uma
análise de variância não paramétrica de Kruskal-Wallis com os contrastes
efetuados segundo Conover [27]. A comparação dos tempos de metragem das
correntes, antes e após as modificações efetuadas no posto de trabalho, foi
realizada utilizando-se testes de hipótese paramétricos para comparação de
variâncias (teste F) e médias (teste t-Student), uma vez testada a aderência à distribuição Normal pelo teste de
Anderson-Darling. Foram rejeitadas as hipóteses cujo nível descritivo (valor-p)
foi inferior a 0,05, valor adotado como nível de significância dos testes
realizados.
Foi perguntado então,
por meio de uma entrevista informal às funcionárias desta etapa de produção,
qual seria a maior queixa recorrente em relação ao trabalho realizado.
Na segunda parte da
pesquisa foi proposto um estudo piloto com uma das funcionárias, modificando-se
o ambiente de trabalho e disponibilizando-se uma ferramenta criada pelos
pesquisadores de modo a facilitar a tarefa a ser realizada. Após vinte e cinco
dias de trabalho a funcionária respondeu a um questionário para avaliação das
mudanças executadas sendo também coletados novos tempos de metragens das
correntes.
Resultados
e discussão
Quando analisado, em
um período de 27 dias úteis, o desempenho das quatro funcionárias quanto aos
metros de corrente medidos por dia, identificou-se um padrão: as que mediam
correntes finas e médias metravam maior quantidade do que as que metravam
correntes grossas. As funcionárias 1 e 2 mediram no
período correntes finas e médias enquanto a funcionária 3 mediu apenas
correntes finas e a funcionária 4 mediu somente correntes grossas. As
quantidades médias diárias de correntes medidas para as funcionárias 1, 2, 3 e
4 foram respectivamente iguais a 3.789, 3.460, 4.381 e 2.315 metros. Por meio
da análise de variância não paramétrica de Kruskal-Wallis, rejeitou-se a
hipótese de igualdade entre estas médias (p = 0,000), concluindo-se, ao nível
de significância de 5%, que ao menos uma média entre as funcionárias é
diferente. Contrastes dois a dois resultaram na conclusão de que a funcionária 3, que mediu apenas correntes finas, teve um desempenho
maior que as funcionárias 1, 2 e 4; enquanto a funcionária 4, que mediu apenas
correntes grossas, teve desempenho mais lento que as demais, confirmando a
hipótese inicial de que quanto mais pesada a corrente, menor é a velocidade de
sua medição.
A entrevista informal
com as funcionárias revelou que a maior parte delas sentia dor nos ombros ao
metrarem correntes mais grossas e mais pesadas, pois à medida que fazem os
cachos de 10 ou 25 metros, esses ficam mais pesados. Também se queixaram de dor
na coluna quando transportavam as correntes da mesa para o outro estoque
intermediário.
A partir da análise
do posto de trabalho de medição das correntes, estabeleceu-se que esse deveria
ser reavaliado por completo e algumas medidas foram tomadas para mudar o
processo de metragem. Com o intuito de diminuir movimentos desnecessários e
prejudiciais à saúde das trabalhadoras, foram realizadas as seguintes mudanças
ergonômicas no ambiente:
A primeira
modificação foi à mudança dos assentos antigos que eram cadeiras comuns, sem
nenhum tipo de regulagem e que estavam em um estado degradado, por cadeiras
novas, com a possibilidade de rotação, ajuste de altura e encosto para a região
lombar, pouca ou nenhuma conformação no assento, base frontal arredondada e
encosto com forma levemente adaptada para proteger a parte lombar do
colaborador, conforme a NR 17, item 17.3.3 [4].
A funcionária foi
orientada e treinada para que ajustasse o assento da cadeira a uma posição em
que a planta do pé ficasse completamente apoiada no chão e os joelhos com a
flexão de 90º, pois, muitas vezes, mesmo com cadeiras ajustáveis, os
colaboradores tendem a ajustar os assentos à posição com a qual estavam
acostumados, e que muitas vezes não é a mais correta ergonomicamente.
A segunda modificação
foi a criação pelos autores deste trabalho de um
aparelho que é constituído por uma barra de ferro que começa ao lado da
trabalhadora, passando pelo entorno da mesa, terminando na parte da frente da
mesa. Este suporte visa evitar o movimento desnecessário de abdução do ombro
acima de 90 graus com levantamento de carga, movimento este que, a longo prazo, causa danos osteoarticulares, ligamentares,
tendíneos e musculares. A criação foi considerada uma inovação de processo, que
consiste em mudanças no modo em que o produto é feito, podendo ocorrer em
qualquer etapa do processo, desde a entrada da matéria prima, até a entrega ao
cliente [28]. Pode-se observar o suporte, já instalado no local destinado à
tarefa de metragem, na Fotografia 2. Seu desenho
técnico é apresentado no Desenho 1.
Fotografia
2 – Vista lateral do suporte desenvolvido para
auxiliar na metragem de correntes.

Fonte: Acervo próprio
(2014).
Desenho
1 - Desenho técnico da ferramenta.
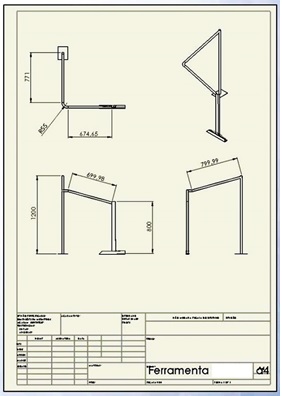
Fonte: Os autores
(2014)
Esse aparato serve para
que a funcionária vá pendurando os cachos de corrente nessa barra, os quais são
deslocados pela própria gravidade até a frente da mesa, acumulando um estoque
intermediário ali, sem que as funcionárias precisem levantar para levá-los a
outro lugar. Com isso, o funcionário que recolhe os estoques pode pegar todas
as correntes sem se abaixar até o chão e colocar no seu carrinho para
transportar para a próxima etapa do processo. Conforme o item 17.2.2 da NR17
supracitada, esse aparato evita com que as funcionárias precisem levar e
carregar um peso grande para outra parte do local de trabalho [4]. Desta forma,
previnem-se possíveis dores na coluna e nos braços devido à grande quantidade
de peso (correntes) que é transportada pela funcionária, além de evitar que ela
se abaixe para pegar o peso, prevenindo dores em sua coluna.
Anteriormente as
funcionárias gastavam aproximadamente meia hora por dia para fazer todo o
transporte das correntes de cima da mesa para o estoque intermediário, pois
precisavam levá-las em pequenas quantidades devido ao elevado peso quando se
juntam várias correntes. Algumas perdiam meia hora durante a manhã, carregando
as correntes do dia anterior para o estoque, enquanto outras demoravam
aproximadamente quinze minutos de manhã e quinze minutos à tarde para fazer o
mesmo processo.
Com o novo processo a
funcionária termina o seu cacho e pendura direto em um gancho “S” que já está
na barra de metal, dando um pequeno empurrão para que ele desça até o estoque à
frente da mesa. Assim, elimina-se a etapa de carregamento para o estoque, além
de melhorar a postura, evitando as dores e desconfortos no ombro decorrentes do
levantamento constante das correntes.
Foi sugerido também,
instruir a colaboradora a girar a cadeira ao colocar as correntes no suporte,
para que não seja necessário fazer a rotação externa e abdução do ombro neste
momento, o que forneceria um movimento ainda mais seguro do ponto de vista
biomecânico, pois manteria a coluna cervical na posição neutra em todo o
movimento, além de não gerar impactos na articulação do ombro.
A terceira
modificação realizada foi a mudança de posição das
mesas que estavam colocadas uma atrás da outra para que elas ficassem lado a
lado. Ao serem colocadas nessa posição, os estoques
intermediários individuais de cada mesa ficam em uma única linha, facilitando o
trabalho do funcionário que recolhe as correntes sem precisar abaixar até o
chão, além de facilitar a visualização das diversas quantidades e tipos de
correntes prontas para o próximo processo.
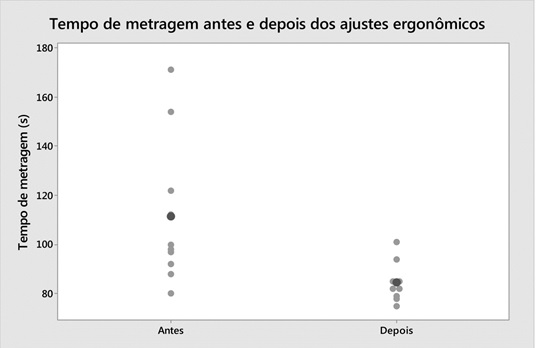
Foram medidos, em dez
ocasiões distintas, antes dos ajustes e em dez ocasiões distintas após os
ajustes, os tempos gastos para a metragem das correntes a fim de comparar e
analisar a influência que obtiveram as mudanças ergonômicas. O tempo gasto para
metragem de um cacho de corrente de 10 m, pela mesma colaboradora, antes dos
ajustes teve média igual a 111,4 s e desvio padrão igual a 29,6 s e após os
ajustes ergonômicos teve média igual a 84,5 s e desvio padrão igual a 7,7 s.
Uma vez confirmadas
às suposições de aderência à distribuição Normal pelo teste de Anderson Darling
com respectivamente p = 0,058 e p = 0,134 para as medições antes e após as
intervenções, testou-se, por meio do teste F, a hipótese de igualdade das
variâncias para os tempos nas duas situações, sendo tal hipótese rejeitada (p =
0,000), tendo a variabilidade dos tempos de medições
diminuído após as intervenções. Após constatada
a diferença na variância das medidas, utilizou-se o teste t-Student para duas
amostras não pareadas com variâncias diferentes.
Foi
testada a
hipótese de que o tempo médio de medições
antes da intervenção é no máximo
igual ao tempo médio de medições depois da
intervenção, isto é testou-se a
hipótese de que os ajustes ergonômicos não
promoveram diferença significativa
de produtividade da funcionária, sendo tal hipótese
rejeitada (p = 0,010),
concluindo-se que houve de fato melhoria de produtividade da
funcionária com a
implantação dos ajustes ergonômicos.
A partir desta
comparação pode-se perceber que além da diminuição do tempo médio de metragem,
os ajustes ergonômicos proporcionaram menor variabilidade das medidas,
podendo-se concluir que a colaboradora em questão realizou seu trabalho de
forma mais padronizada do que anteriormente, o que pode ser observado no
Gráfico 1.
Gráfico
1 - Medidas individuais e médias antes e após a
intervenção ergonômica.
Fonte: Os autores
(2014).
Após as melhorias
ergonômicas no posto de trabalho de uma colaboradora da empresa, pôde-se reduzir
24%, em média, o tempo de medição, realizada com maior conforto e movimentos
adequados. Isso significa que a operária responsável por essa atividade
conseguiu medir 1 metro da corrente 1.0 mm em 2,69 segundos
mais rápido. Levando-se em consideração o tempo de medição médio, e
excluindo as pausas diárias, teoricamente uma colaboradora no novo posto de
trabalho, poderá medir 17.653 metros a mais por mês do que anteriormente,
significando um aumento de 32% na atividade de medição desse tipo de corrente.
Estudos relatam que a
musculatura, principalmente dos membros superiores, tem pouca resistência à
fadiga para manter cargas estáticas e movimentos repetitivos, tanto no alcance
horizontal, quanto no vertical, limitando o tempo para tal atividade em menos
de dois minutos. Portanto, o projeto de cada posto de trabalho deve ser
realizado de maneira que o empregado possa ajustá-lo a sua necessidade e que
não seja obrigado a sustentar uma peça por um tempo relativamente longo. Um
aparato mecânico pode ser utilizado para eliminar a manutenção da carga
estática [3]. Isto justifica a elaboração do aparelho colocado ao lado das
mesas das colaboradoras a fim de pendurar as correntes depois de medidas, ao
invés de ir acumulando as mesmas em cima das mesas, o que acabava por
ultrapassar o alcance horizontal de cada funcionária, gerando sobrecarga
muscular nos ombros e cervical.
Foram constatadas
diferenças de gênero no efeito das condições de trabalho,uma
vez que mulheres estão mais expostas ao risco de LER/DORT devido a fatores
contextuais mais amplos por sua atividade doméstica e seus papeis familiares
[29].Uma análise precoce de estudos que examinam as queixas do pescoço e
ombros, por profissão e sexo mostrou que as mulheres têm uma prevalência
aumentada em comparação aos homens. Também queixas dos membros inferiores são
mais elevadas entre as mulheres [30]. No presente estudo o único gênero
avaliado foi o feminino e a principal queixa foi de dor nos ombros.
O questionário
respondido pela colaboradora que participou do estudo piloto, tendo esta trabalhado durante dois anos na mesma função, cinco
vezes por semana, aproximadamente oito horas por dia, revelou que ela sentia
dores de intensidade moderada, não constantes, na região das costas e dos
pulsos antes da implantação da ferramenta. Após a melhoria já instalada, e com
um tempo de experiência de vinte e cinco dias no novo posto de trabalho, a
colaboradora relatou não sentir mais dores na coluna e nos ombros, além de não
ter que se deslocar para carregar as correntes até o local de estoque
intermediário.
Pode-se concluir que
a melhoria agregou valor no produto final, a metragem. A funcionária fez também
uma sugestão de utilização de luvas durante a atividade, uma vez que as
correntes estão com óleo de lubrificação usado na etapa de produção. A sugestão
foi aceita pela gerência, e foi colocada em prática, melhorando ainda mais a
satisfação da colaboradora.
Conclusão
Os ajustes
consistiram em mudanças no layout da disposição das mesas e do local para
depósito do estoque intermediário, no mobiliário (cadeira e mesa), na
ferramenta (construção e utilização de suporte para o estoque intermediário) e
método (forma de giro das funcionárias). O suporte, que deve ficar ao lado das
mesas de medição e servirá como estoque intermediário, foi desenvolvido pelos
autores de forma ergonomicamente recomendada de modo a não prejudicar a saúde
das funcionárias.
Neste estudo também
foram alteradas as cadeiras para as com regulagens, o
que pode prevenir futuras doenças ocupacionais, dores, afastamentos e processos
trabalhistas.
Após as mudanças
efetivadas, constatou-se que o trabalho foi realizado de forma mais
padronizada, tendo uma redução média de 24% do tempo de medição, implicando em
maior produtividade e consequente maior lucro para a empresa. Ressalta-se que a
tarefa de medição passou a ser feita com maior conforto e movimentos adequados.
Com essa modificação
piloto em um posto de trabalho, foi possível fornecer informações importantes
para que a gerência da empresa replique estas mudanças para as demais
funcionárias, promovendo assim maior produtividade e melhor qualidade de vida.
Como limitação do
estudo pode-se apontar o baixo número de sujeitos investigados e o tempo
reduzido de intervenção com a ferramenta elaborada. Deixa-se como sugestões
futuras para a empresa a implementação de um plano de
ginástica laboral principalmente para os colaboradores que possuem tarefas
repetitivas como as do posto de trabalho analisado, pois, dessa forma, será
possível proporcionar condições ainda melhores de trabalho, levando melhorias
também à empresa que teria cada vez menos problemas com afastamentos devido a
doenças ocupacionais.
Este trabalho
comprovou, por meio das medições realizadas, que os ajustes ergonômicos geraram
resultados positivos. Também provou que a empresa foi sensível às modificações
propostas que, apesar do baixo investimento, trouxeram benefícios nos quesitos
econômico e social.
Referências
- Brandão CM. Jornada
de trabalho e acidentes de trabalho: reflexões em torno da
prestação de horas extraordinárias como causa de adoecimento no
trabalho. Rev Tribunal Superior Trabalho 2009;75(2):35-52.
- Associação Brasileira
de Ergonomia. O que é ergonomia? Rio de Janeiro. 2012. [citado 2013 Dez 8]. Disponível em URL: http://www.abergo.org.br/internas.php?pg=o_que_e_ergonomia
- Iida I. Ergonomia,
projeto e produção. 2.ed. São Paulo: Edgard Blucher;
2005.
- Brasil. Ministério do
Trabalho e Emprego. NR 17– Ergonomia. Brasília, 2007. [citado 2014 Out 21].
Disponível em URL:
http://portal.mte.gov.br/data/files/FF8080812BE914E6012BEFBAD7064803/nr_17.pdf
- Riccio MF. A
ergonomia e uma nova visão na aquisição de mobiliário para escritórios.
Especialize Online IPOG. 2013. [citado 2013 Feb 5].
Disponível em URL: http://ipog.edu.br
- Siqueira MN, Freitas
GS, Nascimento DCO, Ferreira AS, Santos SL. Análise ergonômica do trabalho na
churrascaria gaúcha. In: XXXI Encontro Nacional de Engenharia de Produção.
Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de
Produção na Consolidação do Brasil no Cenário Econômico Mundial. Belo
Horizonte; 2011. [citado 2015 Fev 05]. Disponível em URL:
http://abepro.org.br/biblioteca/enegep2011_TN_STO_138_877_18987.pdf.
- Adorno Júnior HL,
Souza MC. Modalidades de doenças ocupacionais decorrentes das novas formas de
produção: aspectos sociais e jurídicos. Rev Universitas 2008;1(1):57-76.
- Punnett L, Wegman DH. Work-related
musculoskeletal disorders: the epidemiologic evidence and the debate. J Electromyogr
Kinesiol 2004;14:13-23.
- Rodrigues BC, Moreira
CCC,TrianaTA, Rabelo JF,HigarashiIH. Limitações e
consequências na vida do trabalhador ocasionadas por doenças relacionadas ao
trabalho. Rev RENE 2013;14(2):448-57.
- Vanessa Orr. Industrial repetitive injuries: working hard to keep
incidences down. Alaska
Business Monthly 2014;30(1):34.
- Rodrigues AC.
Aspectos da ergonomia que contribuem na prevenção de LER/DORT num setor de
indústria cerâmica: um estudo de caso. [Tese]. Florianópolis: Universidade
Federal de Santa Catarina; 2003. 194f.
- Nickel EM, Ferreira
MGG. Análise ergonômica do trabalho em uma lavanderia hospitalar visando o
design de um novo sistema para transporte de roupas. Ação Ergonômica 2010;5(2):43-54.
- Gonçalves JM.
Estratégias operatórias frente ao trabalho repetitivo: o caso das soldadoras
das indústrias de joias folheadas e bijuterias [Tese]. São Carlos: Universidade
Federal de São Carlos; 2010. 135 f.
- Oliveira JDA, Fontes
ARM. Aplicação da análise ergonômica do trabalho no posto de embalamento em uma
microempresa do setor de brinquedos. In: XXXI Encontro Nacional de Engenharia
de Produção, Inovação Tecnológica e Propriedade Intelectual: Desafios da
Engenharia de Produção na Consolidação do Brasil no Cenário Econômico Mundial.
Anais, 2011; Belo Horizonte 2011:20-34.
- Ribeiro Júnior LCA.
Análise do posto de trabalho com aplicação do MTM como ferramenta para
padronização de tempo [Tese]. Taubaté: Universidade de Taubaté, Taubaté; 2012.
134f.
- Kasper AA, Loch MVP,
Perreira VLDV. Análise ergonômica do trabalho apoiada na aplicação do método
OWAS. Rev Gestão Industrial 2012;8(4):51-68.
- Gomes HR, Vieira LL,
Vieira DMS, Santos RG, Soares PM. Percepção de praticantes de ginástica laboral
sobre parâmetros de saúde geral e relacionada ao trabalho. Coleção Pesquisa em
Educação Física 2012;11(5):113-20.
- Oliveira AB, Silva
LC, Coury HJ. How do low/high height and weight variation affect
upper limb movements during manual material handling of industrial boxes? Rev
Bras Fisioter 2011;15:494-502.
- Parimalam P, Kamalamma N, Ganguli AK. Ergonomic
interventions to improve work environment in garment manufacturing units. Indian Journal of
Occupational and Environmental Medicine 2006;10(2):74-7.
- Santos R, Fujão C.
Antropometria. Curso de pós-graduação em TécnicoSuperior
de HST. Evora: Universidade de Evora;
2003.
- Panjabi MM. The stabilizing system of the spine, part II: neutral zone
and stability hipothesis. J Spinal Disord 1992;5:390-6.
- Adams MA. Mechanical
testing of the spine. Spine1995;20:2151-6.
- O’Sullivan PB, Grahamslaw KM, Kendell M, Lapenskie SC, Möller NE, Richards
K. The effect of different standing and sitting postures on
trunk muscle activity in a pain-free population. Spine 2002;27(11):1238-44.
- Fenety PA, Putnam C, Walker JM. In-chair
movement: validity, reliability and implications for measuring sitting
discomfort. Appl Ergon 2000;31(4):383-93.
- Pynt J, Higgs J, Mackey M. Seeking
the optimal posture of the seated lumbar spine. Physiother Theory Pract 2001;17(1):5-21.
- Tripp D. Pesquisa-ação:
uma introdução metodológica. Rev Educ Pesq 2005;31(3):443-66.
- Conover WJ. Practical Nonparametric Statistics.
Texas:
Wiley; 1999:584.
- Tidd J, Bessant J,
Pavitt K. Gestão da Inovação. 3a. ed.
Porto Alegre: Artmed; 2005.
- Curtis Breslin F, Ibrahim S, Smith P, Mustard
C, Amick B, Shankardass K. The demographic and contextual correlates of work-related
repetitive strain injuries among Canadian men and women. American
Journal of Industrial Medicine 2013;56(10):1180-89.
- Messing K, Tissot F, Stock SR. Should studies
of risk factors for musculoskeletal disorders be stratified by gender? Lessons from the 1998 Quebec Health and Social Survey. Scand J Work Environ Health 2009;35(2):96-112.